The analysis below relates to the blow feeding of fasteners through a round tube. Other methods exist for blow feeding through profiled feed tube, etc. Here, we will discuss blow feeding through round tube exclusively.
If you’ve investigated the possibility of utilizing an automatic screwdriving system for one of your assembly applications, you’ve properly heard a technical rep advise that you need the fastener’s length to be twice the head diameter. This, unfortunately, negates a lot of applications. This is either a misconception on the representative’s part, or their line of products does not facilitate blow feeding short fasteners.
Here’s how to tell if your short fastener is a credible candidate for blow feeding.
What you need:
To make this assessment properly, you are going to need to have the fasteners dimensional drawings, with tolerances (+/-).
Quick Initial Assessment:
As a rule of thumb, if the overall length of the screw is greater than the maximum head diameter by at least 3mm then it is a credible candidate for a blow feed system.
Further Clarification:
What we do next is take the had diameter of the screw and round it to the nearest mm, and add 1 mm, to give us the feed bore of the tube that is going to be used in the application. The screw must be longer than the feed bore by 2mm (to be safe).
One of the reasons that some companies insist on the 2-1 ratio rule is that they don’t select the feed tube with consideration for the head diameter of the fastener. Having long screws helps negate concerns of the fastener tumbling in the tube. As mentioned before, this 2-1 ratio rule DOES NOT apply to all companies in the fastener blow feed business. Those that select their feed tube with greater scrutiny can often effectively blow feed short fasteners.
Final Determination:
Now we get into the nitty-gritty of determining a fastener’s feasibility for blow-feeding.
Here’s an example:
6-18 x 3/8” Truss Head Square/Phillips Recess Type A Screw
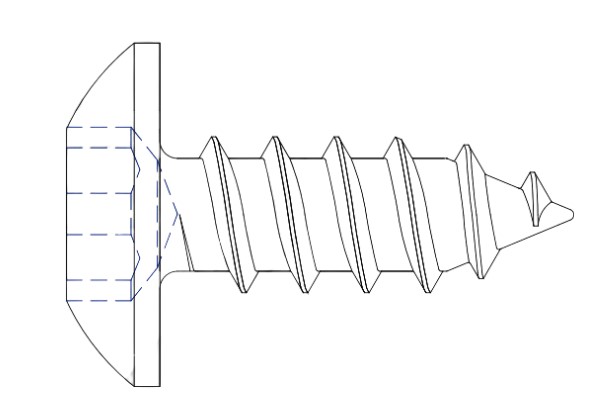
#6 – 18 Type A Thread
Length (measured from under the screw head) – max .405, min .345
Minium overall length – 0.419
Major Diameter – 0.136/0.141
Minor Diameter – 0.096/0.102
Head Thickness – max .095, min .074
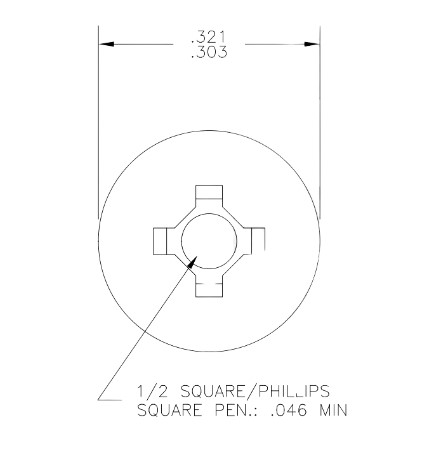
½ Square/Phillips Drive
Square Pen: .046 min
½ Square/Phillips Drive
Square Pen: .046 min
Maximum Head Diameter – .321
Minimum Head Diameter – .303
How to check if the above fastener can be blow fed through a round tube
- Add up the minimum shaft length (.345) and the minimum head thickness (.074) to get an overall screw length of .419
- Subtract the maximum head diameter (.321) from the minimum overall length (.419) to get the delta between the head diameter and the overall length. The delta in this case being .098.
If the delta is greater or equal to 0.118 you can safely say that yes, this fastener can be blow fed.
If the delta is less than 0.118 then further analysis is required.
In this case the .321 head diameter is 8.15mm. This means that the feed bore would be 9.0mm (the head diameter rounded to the nearest mm plus 1 mm).
The overall length of the fastener is 10.64mm (0.419” = 10.64mm). This is not the normal minimum requirement of a 2mm difference between the DF and the overall length. This screw also has a pointed tip, which essentially shortens its overall length. In short, this fastener does not seem to be blow feedable.
If you wanted to pursue it further, you could take some screw samples and check with calipers set at a 9mm width to see how far the screw tips sideways.
We also often talk about how much “tip” we require.
Determination of Thru-Hole
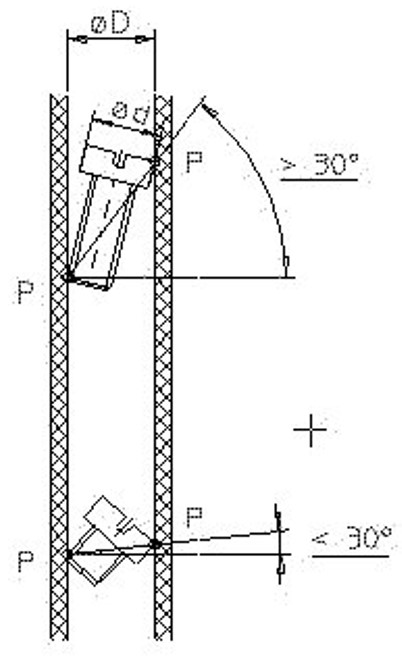
D=head diameter + 1 mm
We generally require a minimum of 30-degree tip. Any less and it has the potential to wedge inside feed tube as well as not pass thru the swivel arm transition.
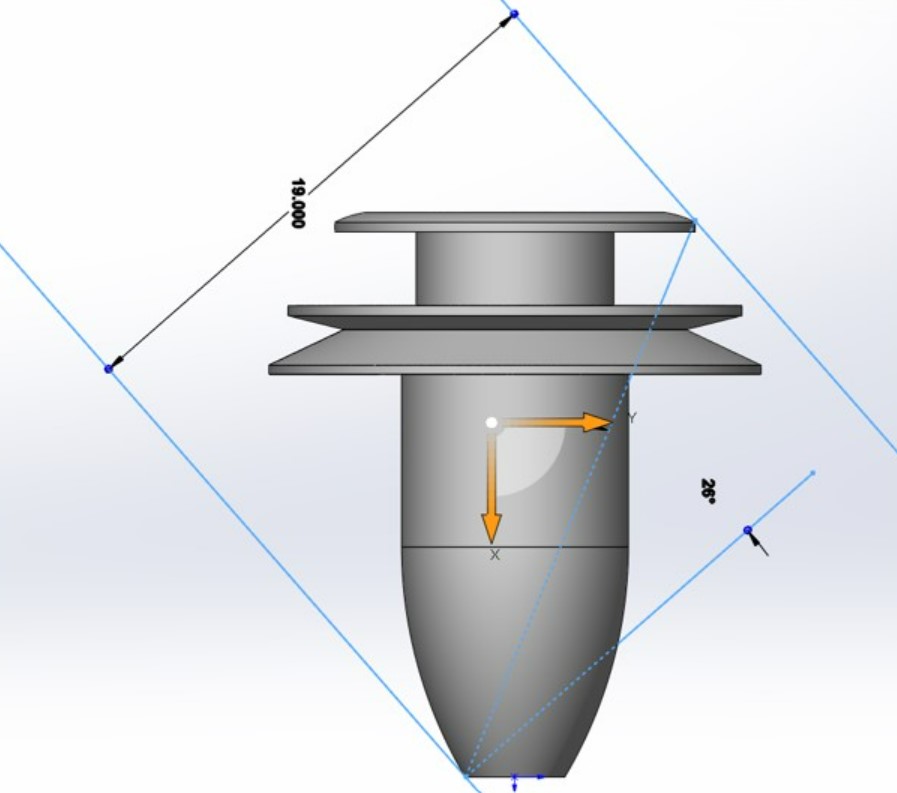
Here is an example of an automative clip that was found to be a poor candidate for blow feeding.
We hope you have found this helpful.
Should you have any questions please feel free to reach out to us via our Contact Us page by clicking here.